

AVON01a.JPG: Avondale Shipyards Inc. (ASI) was the first major U.S. shipbuilding firm to respond significantly to initiatives advanced by the Maritime Administration created and administered National Shipbuilding Research Program (NSRP). The U.S. Navy has been the primary beneficiary. In April 1979, a prepublication cut-and-paste copy of the NSRP booklet “Outfit Planning” was left with Charles (Chuck) Starkenberg, an ASI vice president. The booklet contained photographs of the effective outfitting techniques developed by Ishikawajima-Harima Heavy Industries Co., Ltd. (IHI) of Japan. Chuck was asked to show them to A.L. (Al) Bossier, Jr., Avondale’s President, who at that moment was away on a visit to the Ogden Corporation, then Avondale’s owner. According to Chuck Starkenberg, when Al Bossier saw the publication he immediately wanted to adopt the methods. He told Chuck, in effect, “Lee Rice, an Ogden group vice president, just advised that our industry is going to experience a recession over the next five years and while he doesn’t know what we should do differently, he does know that Avondale’s current methods will not suffice.” Al Bossier quickly retained IHI to jump start the transfer of modern technology which featured adoption of a product work breakdown structure in place of a system work breakdown structure and integrated hull construction, outfitting and painting. Afterwards, the Maritime Administration’s Office of Advanced Ship Development partially funded the effort. In return, Avondale conducted five seminars that were aimed at furthering understanding of the better methods by other U.S. shipbuilders. During most of the next two decades, Avondale applied the IHI approach for construction of oilers and other ships for the U.S. Navy, for the construction and overhaul of commercial ships, and for heavy construction other than ships.

AVON01b.JPG: When looking through group-technology eyes, this outfit unit assembled by Avondale workers for a commercial vessel is identical to that shown in photos AVON02b and 02c for a Navy vessel. A traditionalist is likely to say, “Wait a minute, the Navy unit has copper-nickel pipe pieces and this one doesn’t!” The response to that is, “During pipe-piece family manufacturing the copper-nickel pipe pieces would impose different manufacturing problems, would be classified differently, and would be assigned to different work flows inside the pipe shop. But unit-assembly workers can readily assemble both outfit units with their same skills and tools.” The classification of work by problems inherent in the work, instead of by product design, is called group technology. More naval-ship assembly problems are the same as commercial-ship assembly problems than traditionalists realize.

AVON01c.JPG: When Avondale shifted to integrated hull-construction, outfitting and painting another project, building container ships, was in progress. Outfit planners had anticipated that the traditional method would be used for landing mufflers for the main-propulsion diesels, i.e., lower them into the machinery spaces, moved them sideways and then jack them into position on machinery-space overheads. However, with the recent mandate for integrating hull-construction, outfitting and painting, a planning revision directed that the insulated and painted muffler assemblies be landed on overhead blocks when the blocks were upside down. Thereafter all large mufflers were fitted the smart way, including those for Navy ships. The experience confirms an opinion offered by Dr. H. Shinto, a former IHI chairman, “The American worker is excellent. All you have to do is change the minds of management.”

AVON01d.JPG: Avondale workers responded favorably to the integration of hull construction with outfitting and painting. Outfitters in outfit-intensive naval vessels were especially appreciative. No longer did they have to climb to a ship’s main deck while carrying tools and often fitting components, and thence have to descend through mazes of temporary-service cables and hoses to relatively dark and confined work sites below. Fitting on block when blocks are upside down is far less fatiguing, far more productive, and significantly improves quality.

AVON01e.JPG: Outfit work in shops is especially favored by older workers who have skills honed by experience but who are not as effective if they have to do the climbing and carrying associated with work on board.

AVON01f.JPG: The IHI methods that Avondale quickly implemented, improved accuracy and thus also improved productivity because the two are inherently linked. The new methods included work flows for hull-block construction (see PWBS1-06a and PWBS1-06b) and systematic heating and cooling to accurately shape hull parts (see PWBS1-06e, LH5-01c, and LH5-04a through -04d). They also included substitution of pin jigs (similar to BA12g) for the costly molds (LH5-01c) used for making curved panels, and outfitting on unit as shown in this photo for a Navy oiler (T-AO).

AVON01g.JPG: Since Avondale workers were unaccustomed to the composite drawings that showed a mix of systems, in order to facilitate their introduction to outfitting on unit and on block, they were furnished with scale models.

AVON02a.JPG: The IHI outfitting techniques, used by Avondale since 1979 for building U.S. Navy oilers, feature: more straight pipe in parallel runs than ever before, most pipe bends limited to 90 or 45 degrees, pipes on common supports, high-impact-shock-approved U-bolts for attaching pipes to their supports, and painting in process. Much work that had been done piece-by-piece on board in relatively inaccessible sites was converted into safer work in shops.

AVON02b.JPG: This outfit unit, assembled by Avondale workers for a Navy T-AO, is a good example for explaining how man-hours required for assembly are related to its weight. The weights of dense components, such as the pumps with their motors, are disproportionate to the man-hours required for fitting. Thus, the pump and motor weights are ignored and only pump foundation weights are considered. When the man-hour/weight ratios for a number of completed outfit units are plotted, something approaching a normal curve should be obtained. If not, the analyst has to look further for the exceptional components for which required fitting man-hours are disproportionate to weights.

AVON02c.JPG: This outfit unit, assembled by Avondale workers for a Navy T-AO, is a good example for explaining how man-hours required for assembly are related to its weight. Side view.

AVON02d.JPG: When looking through group-technology eyes, this outfit unit assembled by Avondale workers for a commercial vessel is identical to that shown in photos AVON02b and 02c for a Navy vessel. A traditionalist is likely to say, “Wait a minute, the Navy unit has copper-nickel pipe pieces and this one doesn’t!” The response to that is, “During pipe-piece family manufacturing the copper-nickel pipe pieces would impose different manufacturing problems, would be classified differently, and would be assigned to different work flows inside the pipe shop. But unit-assembly workers can readily assemble both outfit units with their same skills and tools.” The classification of work by problems inherent in the work, instead of by product design, is called group technology. More naval-ship assembly problems are the same as commercial-ship assembly problems than traditionalists realize.

AVON02e.JPG: Since IHI’s shipbuilding approach is not facilities intensive, when it was adopted by Avondale the only significant investment in facilities was for a new shop dedicated for the assembly of outfit units. The bridge-crane rails extend outside in order to facilitate transfer of a completed unit to a yard whirly crane.

AVON02f.JPG: Since IHI’s shipbuilding approach is not facilities intensive, when it was adopted by Avondale the only significant investment in facilities was for a new shop dedicated for the assembly of outfit units. The bridge-crane rails extend outside in order to facilitate transfer of a completed unit to a yard whirly crane. Interior view.

AVON02g.JPG: Since IHI’s shipbuilding approach is not facilities intensive, when it was adopted by Avondale the only significant investment in facilities was for a new shop dedicated for the assembly of outfit units. The bridge-crane rails extend outside in order to facilitate transfer of a completed unit to a yard whirly crane. Interior view showing outfit units.

AVON02h.JPG: When archaic system-by-system work on board is discontinued in favor of zone-oriented work in a spacious, well-ventilated and lighted outfit shop, workers and the progress of their work are readily visible. Safety, quality and productivity improve because people work smarter, not harder.

AVON02i.JPG: The shift to outfitting on unit and on block in an ideal shop ashore, avoids the need for much inherently messy work on board, such as insulating pipes and tanks. Safety, quality and productivity improve because people work smarter, not harder.

AVON02j.JPG: This photo of outfitting on a block for an Exxon product carrier illustrates the significance of the word “zone” as defined by IHI for effective integrated hull construction, outfitting and painting. A zone is not a neat geographical subdivision of a ship design; it can be, but more often it is not. This disturbs traditionalist design managers the most, because they don’t want to be weaned away from system-arrangement and detail drawings (their binkies). They feel that grouping information to conform with the way a ship is to be built is not their business. As a direct consequence rework is prevalent. To zone oriented shipbuilders, zone together with stage is synonymous with opportunity. In this photo, the zone was defined to be only contiguous with the deck above, the deck below, two specific frames and the side shell. The zone is not contiguous with the longitudinal bulkhead that appears inboard (in the foreground of the right side of the photo). Before detail design started, an Avondale production planner decided that the zone should extend a few more feet further inboard in order to include all of the fittings that appear just inboard of the longitudinal bulkhead. “Stage” denotes when work of one type shall take place in the zone relative to work of other types, e.g., applying primer, welding and bolting fittings, electric-cable pulling, and applying finish undercoat are examples of different stages. Following turnover, a different zone would apply to the top of the block and the same sequence of stages may be applicable. In order to complete the equation, the word area (problem area) is used for designating the type of work to be performed. Thus, easily coded zone/area/stage designations are a way of telling detail-design managers how to modularize design information and the sequence for producing such information groups. Where such is practiced, removal of portions of an installed system in order to provide access for installation of components for another system, is nil. In one North American shipyard the transformation to zone orientation was successful because the traditionalist design manager was fired at the outset. In another North American Shipyard the traditionalist design manager insisted on doing it his way. The top manager did nothing about it despite having expressed zone orientation as a goal. An extraordinary amount of work and rework had to be performed on board with adverse impact on safety, quality, productivity and schedule adherence.

AVON02k.JPG: Avondale’s experience in outfitting and painting Exxon product-carrier blocks, was immediately applied for producing outfitted and painted blocks for Navy ships. A typical T-AO block ready for hull erection, is shown.

AVON03a.JPG: Consistent with adopting the IHI-developed hull-block construction method and zone outfitting and painting methods as introduced by the NSRP, Avondale adopted the “pyramid” hull-erection system. Outfitted and painted blocks, as shown for a Navy T-AO, are first landed at about the position of the forward machinery-space bulkhead. Thence, blocks are landed forward and aft and on top just as the Egyptians built pyramids with one significant difference. Since the after blocks are relatively complicated as compared to the forward blocks, not as many of them can be erected in the same time as for the greater quantity required forward. Thus, the pyramid’s center is offset, i.e., the pyramid’s cross section is an oblique triangle having a short side (aft) and a long side (forward). Also because they are more complicated, producing the after blocks requires more time. Their assembly is started sooner and more of them are accumulated and stowed near a building dock before keel laying. As a rule of thumb, about 65% of all required outfitted and painted blocks are so accumulated as preparation for a keel-laying date just as the U.S. military marshaled loaded ships as preparation for the invasion of Normandy during World War II. In this respect, a keel-laying date has the same significance as D-Day. In order to assess the remarkable improvement in productivity, see photo HE07d which shows how Avondale erected ships up until the NSRP introduced IHI shipbuilding methods in 1979.

AVON03b.JPG: Close up of pyramid erection of a Navy T-AO as seen from forward and later in time as compared to photo AVON03a. Elevators, as used during building construction, are positioned on both sides to lift erection fitters and welders to the main-deck level.

AVON03c.JPG: Close up of pyramid erection of a Navy T-AO as seen from aft. Outfitting of the lower machinery-space level is virtually complete and the outfitted and painted blocks that comprise the forward part of the machinery-space flat, are already erected. The experience that Avondale applied to this application in a Navy-ship was acquired in the early 1980s when building Exxon product carriers with IHI assistance (see photo AVON03d).

AVON03d.JPG: This photo shows the status of hull construction, outfitting and painting after just one 8-hour work shift in the forward part of the machinery space of an Exxon product carrier. The outfit units shown were “blue-sky” landed on the tanktop. Afterwards, the two outfitted and painted blocks that comprise the forward part of the lowest machinery-space flat, were landed. This is the commercial-ship building experience that led to using the same approach for building Navy ships (see photo AVON03c).

AVON03e.JPG: This photo shows the status of hull construction, outfitting and painting after just one 8-hour work shift in the forward part of the machinery space of an Exxon product carrier. The outfit units shown were “blue-sky” landed on the tanktop. Afterwards, the two outfitted and painted blocks that comprise the forward part of the lowest machinery-space flat, were landed. Port side.

AVON04a.JPG: Lockheed Shipbuilding and Construction Co. (LSCC) was the lead shipbuilder for the U.S. Navy landing ship docks of the LSD-41 class. The vessels are significantly “compartmented” and outfit intensive as compared to most commercial ships. As shown in this figure, LSCC was demonstrating a significant learning curve by having successfully bid 10% lower for LSD-42 and 8% lower for LSD-43. But, when bids for LSD-44 were solicited, Avondale entered the LSD market. LSCC then bid lower than its projected learning curve indicated. However, Avondale successfully bid 26% less for LSD-44 and thereafter even lower for subsequent LSDs. Taking follow ships of a flight away from a lead shipbuilder is a rare happenstance. LSCC had also retained IHI consultants for the purpose of shifting to a modern zone-oriented shipbuilding approach. However, the effort started too late with too little. This experience shows that to be competitive, it is not enough to build the same ship over and over and show a learning curve. It is far more important to focus on constant improvement in a manufacturing system in order to lower the entire learning curve for any multiple-ship effort. Avondale had no prior experience building LSD-41 class vessels, but did have more experience in applying a very flexible manufacturing system that was much more productive.

AVON04b.JPG: Avondale applied integrated hull construction, outfitting and painting for building Navy landing ship docks (LSD). Pyramid erection is shown. Also, an LSD hull has many compartments and ballast tanks in addition to fuel oil and potable water tanks containing pipe systems not normally found in other vessel types of the same size. Thus, laying out and cutting approximately 9,000 holes in bulkheads and decks for distributive system penetrations on block or on board, as traditionalists would do, cost many man-hours. For LSD-44, Avondale committed to numerical-control (NC) cutting of all holes during parts fabrication, i.e., before the parts were assembled into blocks just as would have been done in an IHI shipyard. Reportedly, there was only about 1% associated rework. Productivity and quality were both significantly improved.

AVON04c.JPG: Avondale applied integrated hull construction, outfitting and painting for building Navy landing ship docks (LSD). Pyramid erection is shown. Also, an LSD hull has many compartments and ballast tanks in addition to fuel oil and potable water tanks containing pipe systems not normally found in other vessel types of the same size. Thus, laying out and cutting approximately 9,000 holes in bulkheads and decks for distributive system penetrations on block or on board, as traditionalists would do, cost many man-hours. For LSD-44, Avondale committed to numerical-control (NC) cutting of all holes during parts fabrication, i.e., before the parts were assembled into blocks just as would have been done in an IHI shipyard. Reportedly, there was only about 1% associated rework. Productivity and quality were both significantly improved. A few blocks remain to be erected in order to complete the wing walls aft.

AVON05a.JPG: When Avondale’s top manager made the decision in 1979 to adopt the IHI shipbuilding technology, introduced by the Maritime Administration created and managed National Shipbuilding Research Program, it was just in time to profoundly benefit construction of three complex Exxon product carriers of the type shown. The experience prepared Avondale to successfully apply its significantly improved manufacturing system to different types of heavy construction other than ships as well as for constructing and modifying Navy ships.

AVON05b.JPG: When Avondale’s top manager made the decision in 1979 to adopt the IHI shipbuilding technology, introduced by the Maritime Administration created and managed National Shipbuilding Research Program, it was just in time to profoundly benefit construction of three complex Exxon product carriers of the type shown. The complex pipe arrangement extended to the fo’c’s’le.
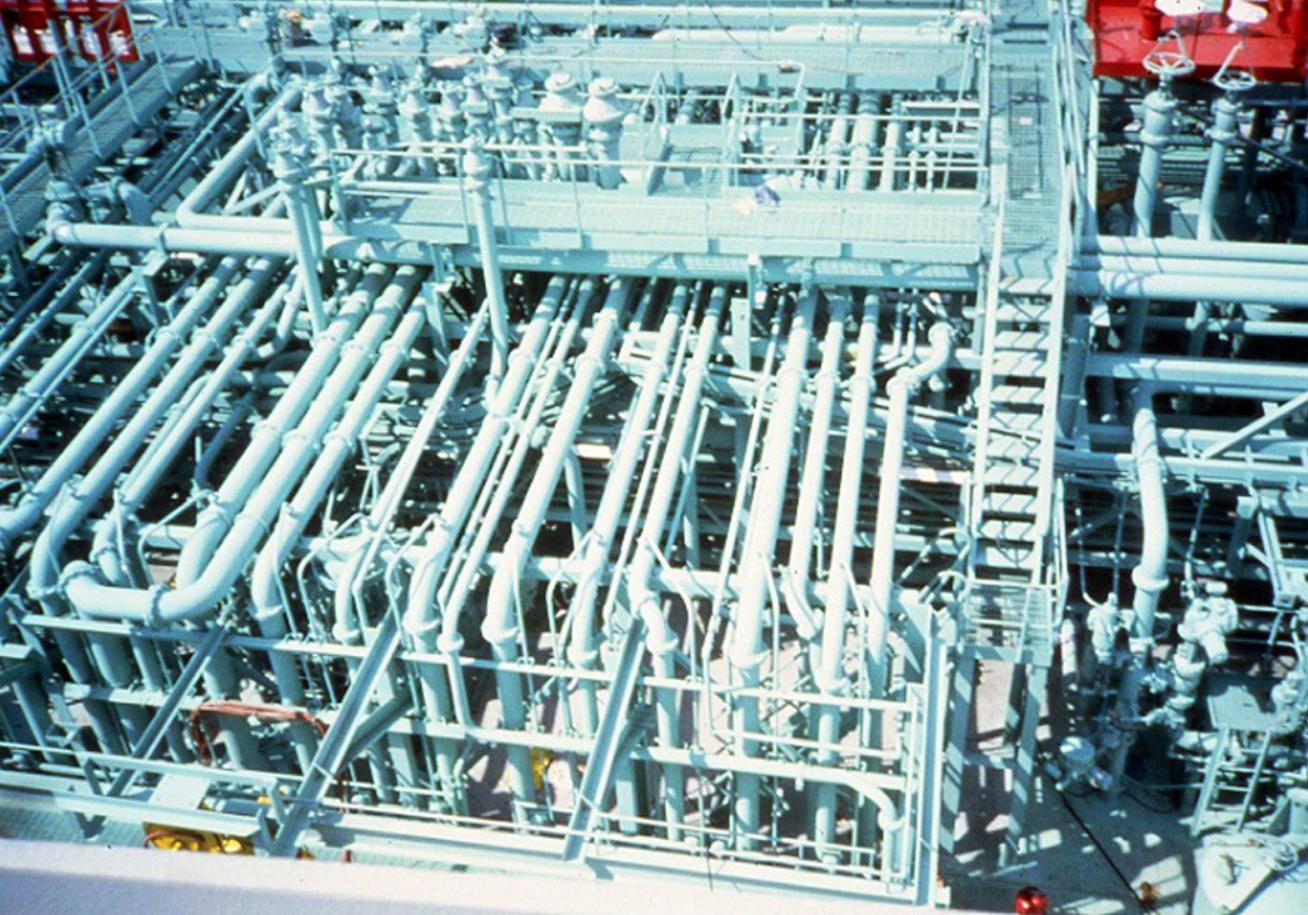
AVON05c.JPG: When Avondale’s top manager made the decision in 1979 to adopt the IHI shipbuilding technology, introduced by the Maritime Administration created and managed National Shipbuilding Research Program, it was just in time to profoundly benefit construction of three complex Exxon product carriers of the type shown. The midships main-deck piping was especially complex.

AVON05d.JPG: In order to assemble the extensive complex arrangement of deck piping for the Exxon product carriers, Avondale made a temporary platen. Four-foot square concrete pads were cast in positions corresponding to designed locations of the supports. Pad heights were determined with a theodolite and shimmed as necessary to insure that their top surfaces were in the same plane. Then the complete array of deck piping was assembled while employing the theodolite for the purpose of constantly monitoring accuracy. Afterwards, the piping assembly was separated into forty-foot long units and reassembled on board; a classic example of people working the smart way.

AVON05e.JPG: In order to assemble the extensive complex arrangement of deck piping for the Exxon product carriers, Avondale made a temporary platen. Four-foot square concrete pads were cast in positions corresponding to designed locations of the supports. Pad heights were determined with a theodolite and shimmed as necessary to insure that their top surfaces were in the same plane. Then the complete array of deck piping was assembled while employing the theodolite for the purpose of constantly monitoring accuracy. Afterwards, the piping assembly was separated into forty-foot long units and reassembled on board; a classic example of people working the smart way. Close up of the concrete pads and details of the main-deck electric-cable tunnel. Already cut-to-size walkway sections are stacked alongside.

AVON05f.JPG: In order to assemble the extensive complex arrangement of deck piping for the Exxon product carriers, Avondale made a temporary platen. Four-foot square concrete pads were cast in positions corresponding to designed locations of the supports. Pad heights were determined with a theodolite and shimmed as necessary to insure that their top surfaces were in the same plane. Then the complete array of deck piping was assembled while employing the theodolite for the purpose of constantly monitoring accuracy. Afterwards, the piping assembly was separated into forty-foot long units and reassembled on board; a classic example of people working the smart way. The extensive electric-cable-tray arrangement within the tunnel is shown.

AVON05g.JPG: In order to assemble the extensive complex arrangement of deck piping for the Exxon product carriers, Avondale made a temporary platen. Four-foot square concrete pads were cast in positions corresponding to designed locations of the supports. Pad heights were determined with a theodolite and shimmed as necessary to insure that their top surfaces were in the same plane. Then the complete array of deck piping was assembled while employing the theodolite for the purpose of constantly monitoring accuracy. Afterwards, the piping assembly was separated into forty-foot long units and reassembled on board; a classic example of people working the smart way. The completed array of deck piping is shown on the platen.

AVON06a.JPG: The product-oriented methods that Avondale adopted were also applied for building end products other than ships. Each such project offered opportunities to further improved Avondales’s manufacturing system. Shown here, is a power plant containing a steam-turbine driven generator that burns formerly flared off (wasted) oil-field gas (circa 1984).

AVON06b.JPG: The product-oriented methods that Avondale adopted were also applied for building end products other than ships. Each such project offered opportunities to further improved Avondales’s manufacturing system. The steel structure for a 192-megawatt dam to be powered by Mississippi River current is shown (circa1988).

AVON06c.JPG: The product-oriented methods that Avondale adopted were also applied for building end products other than ships. Each such project offered opportunities to further improved Avondales’s manufacturing system. The outfitted and painted 192-megawatt power-generation unit is shown after it has been shifted from its building berth to a floating dry dock for launching (1989).

AVON06d.JPG: The product-oriented methods that Avondale adopted were also applied for building end products other than ships. Each such project offered opportunities to further improved Avondales’s manufacturing system. The 192-megawatt power unit is shown seated in a dam at Vidalia, Louisiana (1989).

AVON06e.JPG: The product-oriented methods that Avondale adopted were also applied for building end products other than ships. Each such project offered opportunities to further improved Avondales’s manufacturing system. A toxic incineration plant is shown. The problems inherent in assembling such plants are no different from those associated with assembling outfit units for both commercial and naval ships (1989).

AVON06f.JPG: The product-oriented methods that Avondale adopted were also applied for building end products other than ships. Each such project offered opportunities to further improved Avondales’s manufacturing system. A floating prison for New York City is shown (1990).

AVON07.JPG: Note that elaborate facilities are not necessary for on-block outfitting. The portable crane which appears, perhaps rented, was sufficient. When on-block outfitting was introduced, Avondale’s planning manager was asked, “Regarding those large cylindrical items that are fitted to ceilings, suppose the NSRP had not introduced IHI technology. Would you have waited for the hull to be erected, had those heavy components lowered into a machinery space, transferred sideways, jacked up against the overhead, and then have fitters and welders working from scaffolding with their arms raised over their heads?” He replied, “Of course. That is the only way we knew.” For a modern zone-oriented manufacturing system, heavy construction projects of any kind are opportunities to further improve the system for future work, particularly for the construction, conversion, and repair of naval ships.
“Constantly improve the system. That obligation never ceases!”
– W. Edwards Deming

AVON08a.JPG: The rapid introduction of zone-oriented integrated hull construction, outfitting and painting into Avondale by IHI consultants was noteworthy. In an August 1988 newspaper article captioned “Avondale learns from Japanese – Avondale is alive because of Japanese,” the New Orleans Times Picayune reported Al Bossier’s appreciation. He was then Avondale’s Chairman. He specifically noted that the “…methods were learned from Ishikawajima-Harima Heavy Industries Co., Ltd., based in Tokyo and known as IHI.” Regarding the impressive outfitting on block, shown in this photo and photos AVON08b through 08e, Al Bossier added, “We take a typical ship and divide it into about 150 pieces. The shipyard worker can be more effective because he isn’t locked into a space. He’s working on something 40-feet long instead of 600-feet long. The workers are able to install piping, electric work (fittings) and equipment with more efficiency by easy access to open modules (blocks)” The article also reported on IHI’s emphasis on accuracy. Regarding facilities, Al Bossier said, “We did not employ any physical assets of any consequence to realize the savings from the Japanese methods. We did not have to spend millions of dollars.” The article would have been complete if Al Bossier had credited two National Shipbuilding Research Program initiatives. The first brought the IHI methods to his attention in April 1979, just when he needed to drastically improve Avondale’s performance. The second was substantial Maritime Administration funding support to defray part of the cost of the massive IHI technology-transfer effort.

AVON08b.JPG: The rapid introduction of zone-oriented integrated hull construction, outfitting and painting into Avondale by IHI consultants was noteworthy. In an August 1988 newspaper article captioned “Avondale learns from Japanese – Avondale is alive because of Japanese,” the New Orleans Times Picayune reported Al Bossier’s appreciation. He was then Avondale’s Chairman. He specifically noted that the “…methods were learned from Ishikawajima-Harima Heavy Industries Co., Ltd., based in Tokyo and known as IHI.” Regarding the impressive outfitting on block, shown in this photo and photos AVON08b through 08e, Al Bossier added, “We take a typical ship and divide it into about 150 pieces. The shipyard worker can be more effective because he isn’t locked into a space. He’s working on something 40-feet long instead of 600-feet long. The workers are able to install piping, electric work (fittings) and equipment with more efficiency by easy access to open modules (blocks)” The article also reported on IHI’s emphasis on accuracy. Regarding facilities, Al Bossier said, “We did not employ any physical assets of any consequence to realize the savings from the Japanese methods. We did not have to spend millions of dollars.” The article would have been complete if Al Bossier had credited two National Shipbuilding Research Program initiatives. The first brought the IHI methods to his attention in April 1979, just when he needed to drastically improve Avondale’s performance. The second was substantial Maritime Administration funding support to defray part of the cost of the massive IHI technology-transfer effort.

AVON08c.JPG: The rapid introduction of zone-oriented integrated hull construction, outfitting and painting into Avondale by IHI consultants was noteworthy. In an August 1988 newspaper article captioned “Avondale learns from Japanese – Avondale is alive because of Japanese,” the New Orleans Times Picayune reported Al Bossier’s appreciation. He was then Avondale’s Chairman. He specifically noted that the “…methods were learned from Ishikawajima-Harima Heavy Industries Co., Ltd., based in Tokyo and known as IHI.” Regarding the impressive outfitting on block, shown in this photo and photos AVON08b through 08e, Al Bossier added, “We take a typical ship and divide it into about 150 pieces. The shipyard worker can be more effective because he isn’t locked into a space. He’s working on something 40-feet long instead of 600-feet long. The workers are able to install piping, electric work (fittings) and equipment with more efficiency by easy access to open modules (blocks)” The article also reported on IHI’s emphasis on accuracy. Regarding facilities, Al Bossier said, “We did not employ any physical assets of any consequence to realize the savings from the Japanese methods. We did not have to spend millions of dollars.” The article would have been complete if Al Bossier had credited two National Shipbuilding Research Program initiatives. The first brought the IHI methods to his attention in April 1979, just when he needed to drastically improve Avondale’s performance. The second was substantial Maritime Administration funding support to defray part of the cost of the massive IHI technology-transfer effort.

AVON08d.JPG: The rapid introduction of zone-oriented integrated hull construction, outfitting and painting into Avondale by IHI consultants was noteworthy. In an August 1988 newspaper article captioned “Avondale learns from Japanese – Avondale is alive because of Japanese,” the New Orleans Times Picayune reported Al Bossier’s appreciation. He was then Avondale’s Chairman. He specifically noted that the “…methods were learned from Ishikawajima-Harima Heavy Industries Co., Ltd., based in Tokyo and known as IHI.” Regarding the impressive outfitting on block, shown in this photo and photos AVON08b through 08e, Al Bossier added, “We take a typical ship and divide it into about 150 pieces. The shipyard worker can be more effective because he isn’t locked into a space. He’s working on something 40-feet long instead of 600-feet long. The workers are able to install piping, electric work (fittings) and equipment with more efficiency by easy access to open modules (blocks)” The article also reported on IHI’s emphasis on accuracy. Regarding facilities, Al Bossier said, “We did not employ any physical assets of any consequence to realize the savings from the Japanese methods. We did not have to spend millions of dollars.” The article would have been complete if Al Bossier had credited two National Shipbuilding Research Program initiatives. The first brought the IHI methods to his attention in April 1979, just when he needed to drastically improve Avondale’s performance. The second was substantial Maritime Administration funding support to defray part of the cost of the massive IHI technology-transfer effort.

AVON08e.JPG: The rapid introduction of zone-oriented integrated hull construction, outfitting and painting into Avondale by IHI consultants was noteworthy. In an August 1988 newspaper article captioned “Avondale learns from Japanese – Avondale is alive because of Japanese,” the New Orleans Times Picayune reported Al Bossier’s appreciation. He was then Avondale’s Chairman. He specifically noted that the “…methods were learned from Ishikawajima-Harima Heavy Industries Co., Ltd., based in Tokyo and known as IHI.” Regarding the impressive outfitting on block, shown in this photo and photos AVON08b through 08e, Al Bossier added, “We take a typical ship and divide it into about 150 pieces. The shipyard worker can be more effective because he isn’t locked into a space. He’s working on something 40-feet long instead of 600-feet long. The workers are able to install piping, electric work (fittings) and equipment with more efficiency by easy access to open modules (blocks)” The article also reported on IHI’s emphasis on accuracy. Regarding facilities, Al Bossier said, “We did not employ any physical assets of any consequence to realize the savings from the Japanese methods. We did not have to spend millions of dollars.” The article would have been complete if Al Bossier had credited two National Shipbuilding Research Program initiatives. The first brought the IHI methods to his attention in April 1979, just when he needed to drastically improve Avondale’s performance. The second was substantial Maritime Administration funding support to defray part of the cost of the massive IHI technology-transfer effort.